



DAO VÁT CẠNH

DAO VÁT CẠNH

Dao vát cạnh
Vát cạnh là một quy trình cơ bản cần thiết cho gia công.Mục đích chính của nó là loại bỏ những mảnh vụn được tạo ra trên các bộ phận do gia công.Thêm phần gọt via vào các bộ phận cũng giúp việc lắp ráp dễ dàng hơn.Góc phá cạnh có thể được phân loại thành một số góc như 60° / 90° / 120°.
90° là một trong những góc thông thường nhất. Trong ứng dụng, chúng có thể được phân loại chung thành góc phẳng, góc lỗ hoặc góc sau.
Vát lỗ tròn
Dao phay thép gió HSS tốc độ cao thường được sử dụng chủ yếu để phay lỗ đế trên thị trường hiện tại.Dao phay phẳng sẽ bị loại bỏ hoặc mài lại khi chúng bị mòn.Tuy nhiên, dao phay mài lại có vấn đề về tuổi thọ công cụ thấp hoặc không đồng đều.Ngoài ra, cần chuẩn bị thêm hàng tồn kho dao phay góc để sử dụng cho việc mài lại.Cách này không chỉ lãng phí vật liệu mà còn cần thay thế dụng cụ thường xuyên do tuổi thọ dụng cụ cắt phay bằng thép tốc độ cao kém.Do đó, mặc dù dụng cụ phay C C bằng thép HSS tốc độ cao rẻ, nhưng thực tế không hiệu quả về chi phí sau khi tính toán tổng chi phí.
Thiết kế lưng công cụ với vạch carbide được cấp bằng sáng chế
Chamfer king sử dụng mảnh chíp carbide có thể đảo vị trí.Mảnh chíp carbide có thể đạt tuổi thọ công cụ khá tốt vì độ cứng của nó cao hơn thép tốc độ cao.Nó thường được sử dụng để sản xuất dụng cụ cắt được sử dụng cho gia công CNC.Tuy nhiên, do tính chất vật lý của mảnh chíp carbide không phù hợp để sử dụng trong quá trình gia công không ổn định, nên hiện chỉ có rất ít dụng cụ cắt carbide có thể thay thế được sử dụng tạo C trên máy khoan.YIH TROUN đã phát triển một loại đầu phay C carbide được cấp bằng sáng chế đặc biệt để vượt qua khó khăn này và thực hiện khả năng sử dụng mảnh chíp carbide có thể thay thế cho gia công trên máy khoan.Thiết kế vạch carbide có thể dẫn đến góc cân bằng khác nhau và nâng cao sự cân bằng trong quá trình gia công.Do đó, chỉ cần một mảnh chíp carbide để gia công.Nó có thể được sử dụng ngay cả trên máy khoan không ổn định, máy khoan trục, máy khoan điện và không tạo ra mảnh vụn bởi việc phay mặt.Mảnh chíp carbide không chỉ tiết kiệm và thực tế, mà tuổi thọ của mảnh chíp còn cao hơn cả dao phay góc thép tốc độ cao ban đầu.Nó có thể đạt được độ tròn lỗ tốt hơn.Với dao phay phay C có thể thay chip rất tiện lợi , người dùng không cần mài lại lưỡi cắt thép tốc độ cao mỗi lần, chỉ cần thay thế mảnh chíp carbide là đủ.
Kích thước hoàn chỉnh bao gồm 4 góc phẳng mặt cắt: 60° / 90° / 100° / 120°
60° của phẳng mặt cắt thường được sử dụng cho phẳng mặt cắt lỗ, được sử dụng để đặt ghim khuôn.Do với góc phay nhỏ hơn, dễ dàng căn chỉnh vị trí khi đặt chốt.
Góc phay 90°: Góc phay phổ biến nhất, áp dụng cho hầu hết các ứng dụng mài bề mặt và lắp ráp.
Góc phay 100°: Áp dụng cho góc phay đặc biệt của đầu vít cho ngành hàng không.
Góc phay 120°: Thường áp dụng để tạo góc phay nhẹ khi đục trên tấm mỏng để tăng độ dài của ren và do đó tăng số lượng ren hợp lệ.
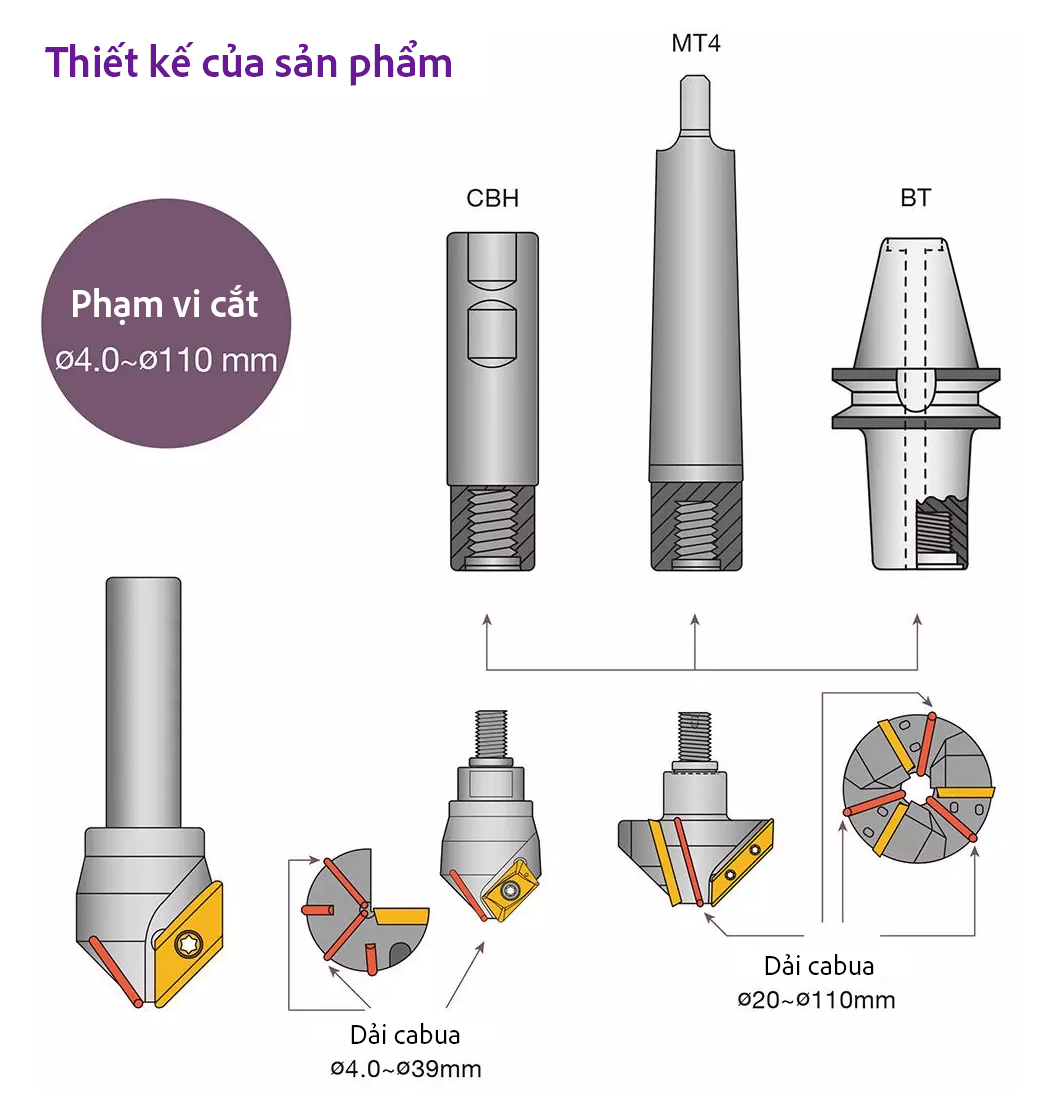
Đường kính dao chamfer tối thiểu từ.Ø 4 mm tối đa.Ø 110 mm:
1.Thân nối: Khi cần gia công phay mép lỗ sâu hơn, thân mở rộng lên đến 300mm
2.Cán chuôi côn : Nó tiện lợi để sử dụng trên máy khoan tâm để thay thế công cụ hoặc trên thiết bị được trang bị Morse arbor
3.Cán dao có vát phẳng để được sử dụng trên máy khoan .


Kết quả 1 - 2 của 2

Kết quả 1 - 2 của 2