



Spot Drill
Indexable Spot Drill
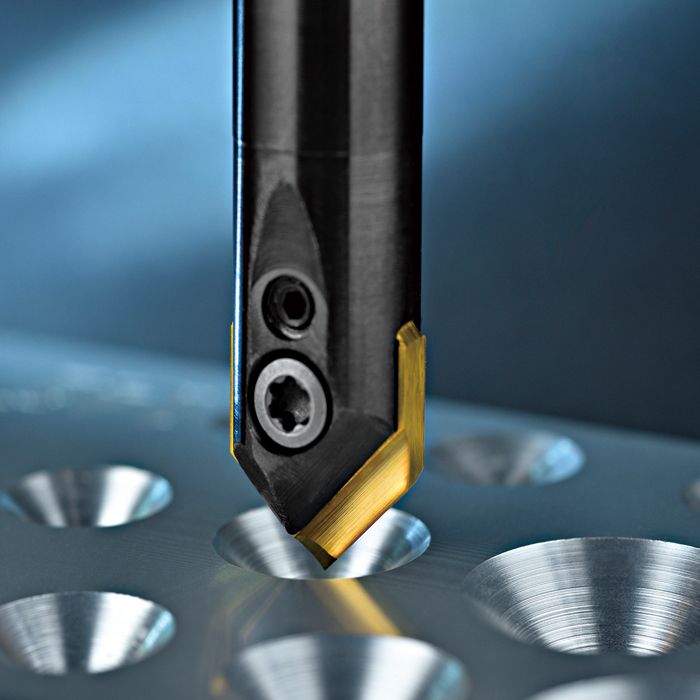
Also known as positioning drills, a dedicated spot drill to milling machines. The two cutting edges are designed on balanced positions to decrease the high feed rotating runout and secure ultimate positioning precision.
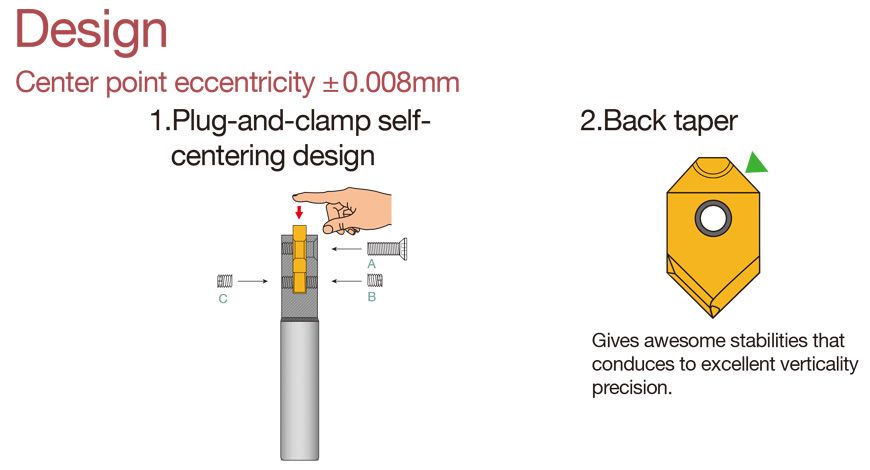
YIH TROUN Spot Drill features sandwich plug-and-clamp construction as well as special design with tapered key. It stays eccentricity ± 0.008mm, approaches almost zero eccentric in stationary status.
YIH TROUN Spot Drill was designed with exclusive geometry angle on the engage point which gives awesome stability that conduces to excellent verticality precision on pilot pre-hole concentricity rate and improves life time of the drill and tap.
YIH TROUN Spot Drills provide triple angles 90°、90° + 142°、142° which meets different machining applications:
Spot Drill 90°:
Spot angle 90 degree is the most popular item of spot drills which is applicable to various functions, such as, spot positioning, round-hole chamfering, side corner chamfering, V-shape grooving and engraving. This spot drill was designed with chip breaking teeth both on the front and back side of the indexable insert, its double effective teeth perform higher machining efficiency than the other spot drills in single tooth.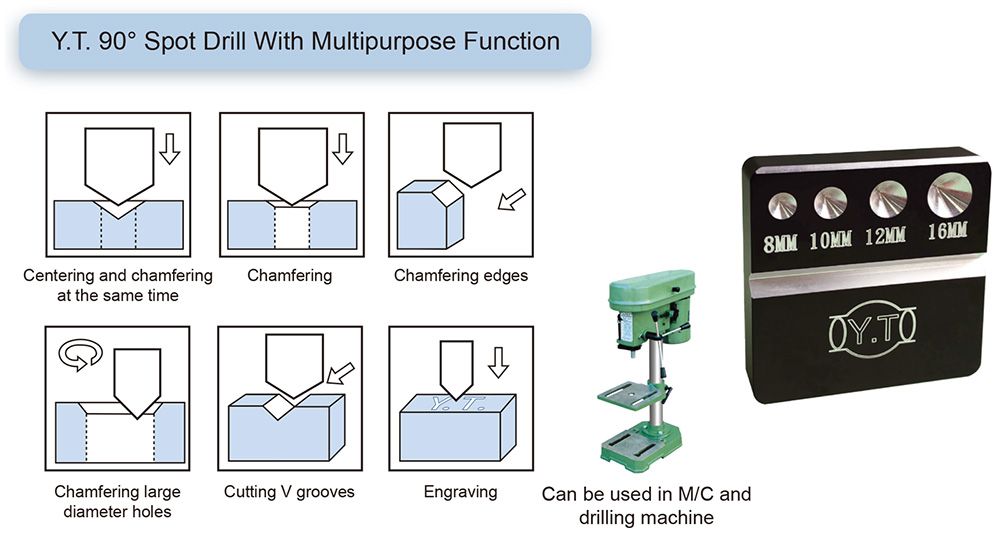
Spot Drill 90° + 142°:
Some manufacturers relinquish drilling spots before pilot holes as it gives an extra machining process. YIH TROUN releases this solution to save one process, the spot drill features two cutting angles, it preforms 45° chamfering and 142° spot positioning in single pass.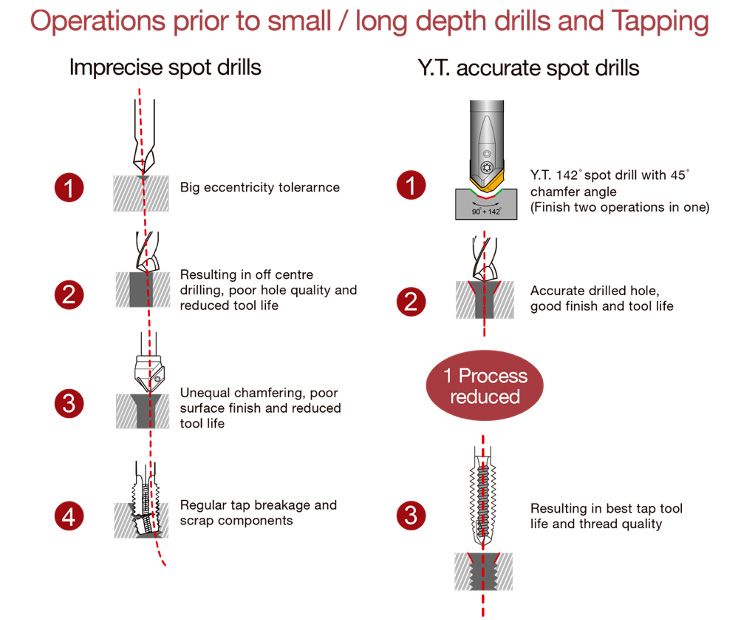
Spot Drill 142°:
Big drills result in high resistance, especially when machining harden materials; small drills is damaged often due to the overwhelming machining torque. A pre-spot-holes help to lighten the entry torque and lead to precise center positioning. This spot drill was specially designed for the big drill with 135° ~ 140° included angle or users who request spot positioning.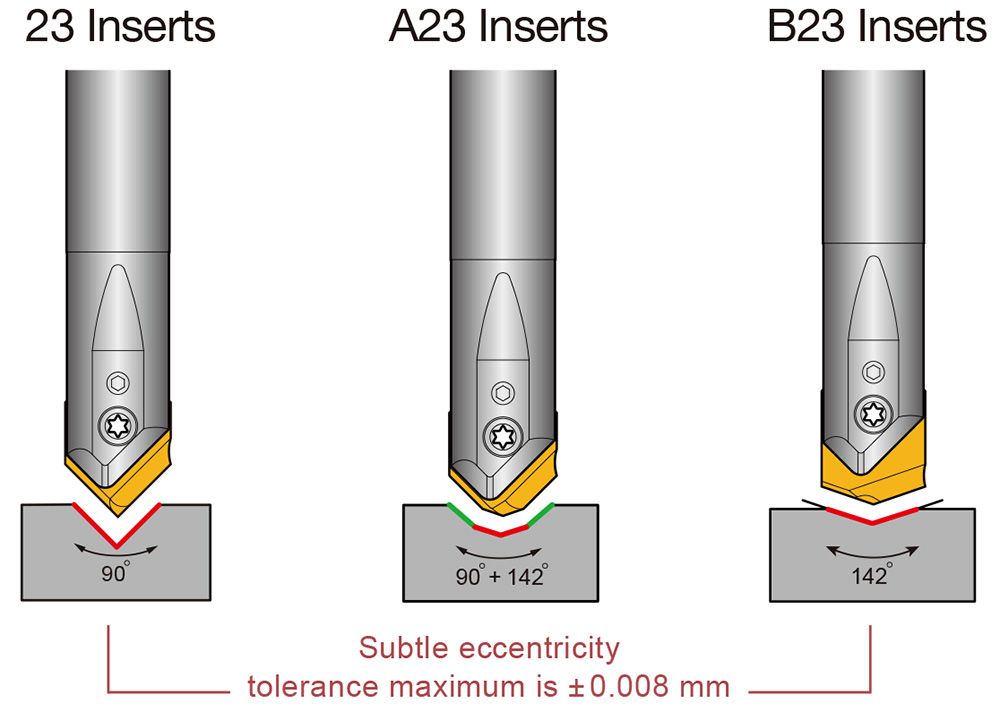
Different insert grade for various workpiece
Each shank of the spot drill is suitable for maximum 13 types of insert in different angles and sizes to different machining applications.
YIH TROUN produces indexable Spot Drill with three grades for machining different materials:
1. "E,F20" - suitable for aluminum, copper, alumino-nickel and non-ferrous materials.
2. "ME,C350" - suitable for cast iron, ductile iron, steel.
3. "ME,B350" - dedicated to harden alloy suitable for steel, stainless steel, super alloy.
Reduce the machining risk
It happens the drill drifts over the material surface while entry engagement , the pre-hole will be led to verticality deviation. We all know that tapping work is the last step in whole machining process, the big verticality tolerance will result in sloping or crooked pre-holes and effect the tap broke off and stuck in the tapped hole. It will take a lot of time and cost for removing the broken tap and even cause the workpiece scrapped. YIH TROUN Spot drills have an edge on minimal eccentricity tolerance, it conduces to center positioning and be very helpful to extend the life of drills and taps and decrease those tool attrition rate, specially to the small size or deep hole machining.
Comparison in different solution
Spot drills in high speed steel materials are quite easy to wear, it keeps very short life on the center bit during machining process; whenever the center bit broke, it won't help in center positioning at all.
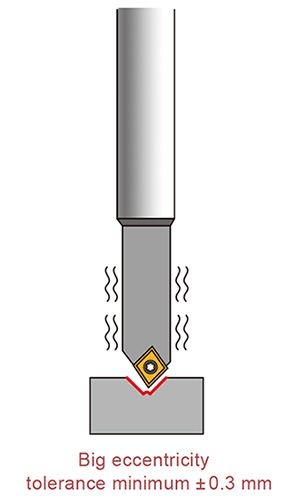
Besides, there is a kind of indexable spot drill showed below, its eccentric design causes a higher cutting resistance; that tool is suitable for chamfering only, but useless in center positioning cause of the spot center misalignment.
Practical Case Study: An end user who used taps in small dia. drill bits about 30pcs per month. One day, he visited YIH TROUN'S exhibition booth asking for cures to improve the life time of taps drills, he bought a sample of YIH TROUN indexable spot drills. After tried it at his own factory, he was getting to know the monthly damaged taps drill bits reduced from 30 to 15pcs. At the beginning, by the look of it, he spent money to buy a YIH TROUN Indexable Spot Drill; but apparently he had gotten much more money saving from diminution 80% of taps drill expense.
Result 1 - 4 of 4



Result 1 - 4 of 4